


Follow us on
CNC Components
Casting Alloys
Aluminium Casting


We, Casting India associated with 18 leading casting foundries in Coimbatore,Tamilnadu, India. We have come a long way in providing a one stop solution for all type of casting needs. A cluster is formed to meet global demand in terms of quality and delivery adherence.
We provide with all type of sand casting, Shell mould casting, investment casting, gravity die casting, centrifugal casting, pressure die casting and forging process. .
As an ISO 9001-2008 certified company we always try to offer high grade qualitative products to our clients. For attaining an excellent performance we always put our 100% effort and take all the possible cares that are required. We have recruited a team of highly experienced and qualified quality controllers who are engaged in making sure about the quality of our assortment. They checks each and every stage of production very carefully right from the procurement of the raw material till the final delivery of the product in the market. We use temperature measuring instruments Brinell Rockwell hardness and the test bar is drawn at the duration of 1 hour. For making certain about the quality test are also conducted.
Investment casting is an industrial process based on lost-wax casting, one of the oldest known metal-forming techniques.As the wax heats up, it begins to melt off.
Sand casting, also known as sand molded casting, is a metal casting process characterized by using sand as the mold material.
Shell moulding, also known as shell-mould casting, is an expendable mold casting process that uses resin covered sand to form the mold
Centrifugal casting or rotocasting is a casting technique that is typically used to cast thin-walled cylinders.
Gravity casting is among the oldest known processes for fabricating metals and metal alloys.
pressure die casting is a process wherein molten metal is forced, under pressure, into a sealed mould cavity
NForging is a manufacturing process involving the shaping of metal using localized compressive forces.
3D printing or additive manufacturing is a process of making three dimensional solid objects from a digital file.

Investment Casting is regarded as a precision casting process to fabricate near-net-shaped metal parts from almost any alloy. Investment casting provides the ultimate technique for low weight precision steel casting production. The benefits of the investment casting process may be summed up by the four wordsaccuracy, versatility, integrity and finish. Few, if any, alternative metal forming methods can offer such a unique and broad spectrum of advantages. It is used for small castings 25 grams to 40 Kgs in weight.

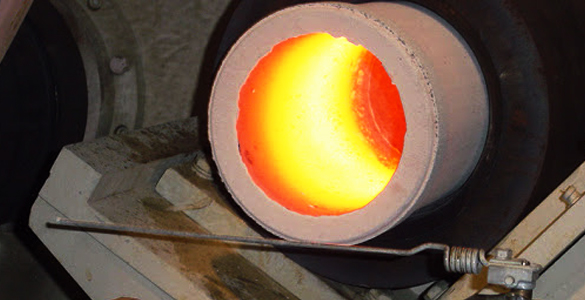
Sand casting, the most widely used casting process, utilizes expendable sand molds to form complex metal parts that can be made of nearly any alloy. Because the sand mold must be destroyed in order to remove the part, called the casting, sand casting typically has a low production rate. The sand casting process involves the use of a furnace, metal, pattern, and sand mold. The metal is melted in the furnace and then ladled and poured into the cavity of the sand mold, which is formed by the pattern. The sand mold separates along a parting line and the solidified casting can be removed. The steps in this process are described in greater detail in the next section.

Shell mold casting is a metal casting process similar to sand casting, in that molten metal is poured into an expendable mold. However, in shell mold casting, the mold is a thin-walled shell created from applying a sand-resin mixture around a pattern. The pattern, a metal piece in the shape of the desired part, is reused to form multiple shell molds. A reusable pattern allows for higher production rates, while the disposable molds enable complex geometries to be cast. Shell mold casting requires the use of a metal pattern, oven, sand-resin mixture, dump box, and molten metal.
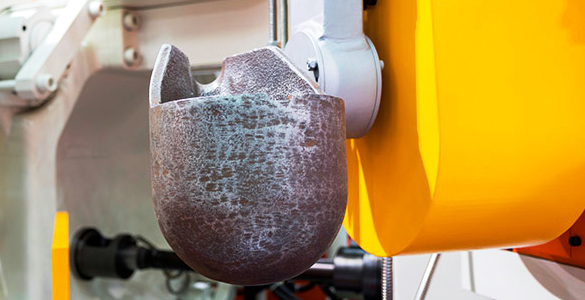
The centrifugal casting process employs centrifugal forcerather than gravity or applied pressureto produce cast hollow cylindrical parts and products. During such casting operations, the mold rotates at higher angular velocity about its central axis as molten metal pours into it. The rotation of the mold creates centrifugal force and kinetic energy, which pushes and keeps the metal to the mold’s outer wall. Once the metal has cooled and solidified, the mold can cease its spinning and the solid part can be removed. In addition to constructing the desired part, the centrifugal force also facilitates to collect the contaminants from the construction material with respect to density, as the lighter compoundssuch asslag oxidel deposits at inner lawyer and separate from the metal and move towards the center of the mold as well as the heavier impurities.

The production of castings starts with selecting either a reusable mold or a die having two or more parts. The die would be complete with the impression of the casting along with running, feeding and venting systems. There is provision also for removal of the casting. To maintain the casting’s accuracy, the die can easily be cleared of debris such as hot metal splashes and sand. The die is quite capable of a regular cycle of production along with fast dissipation of heat of the metal poured into it.
Pressure die casting is a quick, reliable and cost –effective manufacturing process for production of high volume, metal components that are net-shaped have tight tolerances. Basically, the pressure die casting process consists of injecting under high pressure a molten metal alloy into a steel mold(or tool).This gets solidified rapidly(from milliseconds to a few seconds) to form a net shaped components. It is then automatically extracted.

Technology to remain competitive must come out with cost effective alternatives. That is the reason computer aided techniques like CAD, CAM,CAE and Finite Element analysis(FEA) based computer simulation, are used to selecting the right forging process
Extrusion is a process used to create objects of a fixed cross-sectional profile. A material is pushed or drawn through a die of the desired cross-section. The two main advantages of this process over other manufacturing processes is its ability to create very complex cross-sections and work materials that are brittle, because the material only encounters compressive and shear stresses. It also forms finished parts with an excellent surface finish
3D printing or additive manufacturing is a process of making three dimensional solid objects from a digital file. The creation of a 3D printed object is achieved using additive processes. In an additive process an object is created by laying down successive layers of material until the object is created. Three Dimensional Printing is an additive processes, 3D Printing offers the advantage of fast build speeds, typically 2-4 layers per minute. However, the accuracy, surface finish, and part strength are not quite as good as some other additive processes. 3D Printing is typically used for the rapid prototyping of conceptual models (limited functional testing is possible).



We exported directly to a large number of clients USA, Europe Countries, UK & Asian countries. A strictly scheduled production process and quality control checks with sufficient captive power ensure reliable production throughout the year and timely delivery.
A Strictly scheduled production process and quality control checks ensure reliable production throughout the year. Sufficient captive power generation ensures uninterrupted production thus timely delivery is ensured.
Mission
Enriched with sound knowledge of foundry technology, Casting India has been providing all types of Sand casting, Investment casting, Shell mould casting, Gravity die casting, Centrifugal casting, Pressure die casting with precision. Strict adherence to total quality, innovative cost cutting, efficient use of material and manpower, and constant up gradation of techniques and technology highlight the core competencies of this engineering organization. The company is equipped with the state-of-art technology for manufacturing Castings in intricate and complex shape & sizes. At Casting India, we cater to the highest degree of precision required in the process, production and development of various foundry Castings. We have a set up of latest, sophisticated and ultra modern infrastructure of machineries, testing equipments, instruments and facilities to maintain quality of our products.